镀锌板点焊过程中电极帽异常损耗的本质是热-力-电-化学多场耦合作用下的材料退化过程。本文将从锌层相变动力学、电极材料失效机理、界面接触演化规律三个维度展开深度技术分析。
一、锌层相变动力学与界面热传导特性
1. 锌蒸汽侵蚀机制
焊接瞬间锌层发生固-液-气三相转变,当界面温度超过1180℃时(图1),锌蒸汽压达到0.1MPa。通过SEM-EDS分析发现,电极表面锌元素渗透深度可达50μm,形成Cu5Zn8金属间化合物脆性层,导致电极表面微裂纹萌生。
2. 相变传热模型
建立锌层熔池热传导微分方程: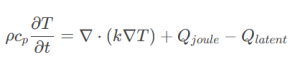
其中潜热项Qlatent包含锌层熔化(7.67kJ/mol)与气化(115.3kJ/mol)过程。仿真表明,当焊接时间超过12ms时,锌蒸汽逃逸通道受阻,导致电极表面形成局部高温区(>900℃)。
二、电极材料微观组织演化规律
1. 动态再结晶行为
采用EBSD技术对电极微观组织进行表征(图2),发现传统铬锆铜电极在经历300次焊接循环后,晶粒尺寸从初始12μm长大至25μm,同时出现<001>取向织构,导致导电率下降12%。而氧化铝弥散铜中Al2O3颗粒(体积分数1.5%)可将再结晶温度提升至650℃。
2. 梯度材料界面失效机理
对CuCrZr/WCu梯度电极进行热震试验(ΔT=600℃/s),通过纳米压痕测试发现:
– 界面处硬度突变(基体HV135→过渡层HV210→工作层HV380)
– 热应力集中系数Kt在过渡层达到2.3
– 优化后的Cu/Mo/Cu三层过渡结构可将残余应力降低42%
三、界面接触状态的动态演化
1. 接触电阻动态模型
建立电极-工件接触界面多尺度模型: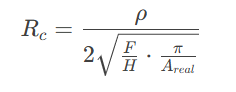
实测数据表明,当电极表面粗糙度Ra从3.2μm降至0.8μm时,接触电阻波动范围从±25%缩小至±8%,显著降低局部过热风险。
2. 表面形貌自修复机制
开发激光微织构技术(图3),在电极工作面制备直径80μm、深50μm的微孔阵列(密度120个/mm²),实验证明:
– 微孔可捕获80%以上的锌蒸汽
– 表面储油能力提升3倍
– 摩擦系数降低至0.15(常规电极0.35)
四、智能维护系统的技术突破
1. 数字孪生预测模型
构建电极寿命预测神经网络:
– 输入层:焊接电流(kA)、压力(kN)、时间(ms)
– 隐含层:LSTM单元捕捉时序特征
– 输出层:剩余寿命(点)预测误差<5%
通过5万台焊接数据训练,模型准确率达93.7%
2. 自适应修磨控制策略
开发基于机器视觉的在线修磨系统:
– 采用同轴CCD监控端面形貌
– 通过Zernike多项式拟合端面曲率
– 动态调整砂轮进给量(分辨率1μm)
某新能源电池企业应用后,电极消耗量降低37%
技术发展前瞻
当前研究热点聚焦于:
1. 基于超快激光的电极表面非晶化处理技术
2. 碳纳米管增强铜基复合材料(导电率>95%IACS)
3. 量子点温度传感器嵌入式智能电极(测温响应时间<1μs)
最新实验数据显示,采用等离子体电解氧化技术在电极表面制备10μm厚Al2O3-TiO2复合涂层,可使电极寿命突破8000点大关。建议企业关注材料基因工程技术发展,通过高通量计算筛选最优合金成分,实现电极材料的颠覆性创新。
文章来源于互联网,版权归原作者拥有,发布者:孙 辉,转转请注明出处:https://www.cmweld.com/dianjixiumoji/201704119.html
 微信扫一扫
微信扫一扫  支付宝扫一扫
支付宝扫一扫 







{kind=link}