一、引言
焊接螺柱(Welding Stud),又称种焊螺柱、栓钉或剪力钉,是一种专为焊接工艺设计的特殊紧固件。它将螺柱的一端通过焊接方式直接固定在金属基材(如钢板、型钢)表面,另一端则保留标准螺纹或特定形状,用于连接其他部件或实现结构锚固。焊接螺柱作为现代制造业中不可或缺的连接元件,凭借其安装便捷、连接可靠、无需钻孔等显著优势,在建筑钢结构、汽车制造、船舶修造、电力设备及机械制造等领域得到了广泛应用。
根据焊接工艺的不同,焊接螺柱可分为电弧螺柱焊(拉弧式)用螺柱和储能式螺柱焊用螺柱两大类,每类产品在结构设计、材质要求、焊接参数及应用场景上均有显著差异。本文将从分类体系、技术特点、工艺参数及实际应用等维度,对焊接螺柱进行系统性阐述。
二、焊接螺柱的分类体系
2.1 按焊接工艺分类
2.1.1 拉弧式螺柱焊用螺柱
拉弧式螺柱焊(又称电弧螺柱焊)是目前应用最广泛的螺柱焊接方法。其工作原理是:螺柱端面与工件表面接触后通电,焊枪提升机构将螺柱提起产生电弧,电弧热使螺柱端部和工件表面熔化形成熔池,随后弹簧加压将螺柱压入熔池,冷却后形成牢固接头。拉弧式螺柱焊用螺柱具有以下分类:
(1)按螺纹形式分类
- 全螺纹螺柱(FD型):螺柱全长均加工有螺纹,适用于需要在整个长度上进行螺纹连接的场景。
- 部分螺纹螺柱(PD型):仅在螺柱上部加工螺纹,下部为光杆,用于焊接端与螺纹端的过渡。
- 近全螺纹螺柱(MD型):螺纹延伸至接近焊接端,保留较短的无螺纹段。
- 带缩杆的螺纹螺柱(RD型):螺纹段直径小于焊接端,适用于空间受限的安装场合。
- 无螺纹螺柱(UD型):整个螺柱无螺纹,通常用于抗剪连接或锚固。
- 内螺纹螺柱(ID型):螺柱内部加工有内螺纹,用于与外部螺栓配合。
(2)按焊钉头部形状分类
根据《GB/T 10433-2002》标准,圆柱头焊钉(俗称栓钉、剪力钉)是电弧螺柱焊中用量最大的品种,其头部为标准圆柱形,直径范围为6-16mm,头部高度约为直径的1.5-2倍,这种设计可保障焊接热量传递均匀,适用于钢结构工程中的抗剪连接和锚固。
2.1.2 储能式螺柱焊用螺柱
储能式螺柱焊(又称电容放电螺柱焊)采用大容量电容储存能量,通过可控硅控制瞬间放电(1-3ms)产生电弧,将螺柱尖端迅速熔化后完成焊接。该类螺柱具有以下特征:
- 螺纹螺柱(PT型):用于储能焊的带螺纹螺柱,焊接端需设计有引弧尖梢或小凸台。
- 无螺纹螺柱(UT型):焊接端带引弧结构的光杆螺柱。
- 内螺纹螺柱(IT型):内部加工螺纹的储能焊专用螺柱。
储能式螺柱焊用螺柱的突出特点是焊接时间极短、热输入量小、熔池浅(通常小于0.2mm),因此特别适合薄板焊接,且焊接后板材背面无印痕。
2.2 按材质分类
2.2.1 碳钢焊接螺柱
碳钢焊接螺柱是最常用的类型,其材质应满足含碳量限制要求:螺柱含碳量w(C)≤0.18%,母材含碳量w(C)≤0.20%。力学性能通常按4.8级、8.8级、10.9级划分,其中4.8级抗拉强度约400MPa,8.8级约800MPa,10.9级可达1000MPa以上。M20规格的8.8级焊接螺柱抗拉极限为251200N,屈服强度为200960N。
2.2.2 不锈钢焊接螺柱
不锈钢焊接螺柱主要采用奥氏体不锈钢(如A2-50、A2-70、A4-70等),具有优异的耐腐蚀性能,适用于潮湿、酸碱等恶劣环境。焊接时通常需要配合惰性气体保护,可采用82%Ar+18%CO₂混合气体。
2.2.3 铝合金焊接螺柱
铝合金焊接螺柱材质包括纯铝和防锈铝(5xxx系、6xxx系),焊接时需采用直流反接极性。铝螺柱焊接的难点在于其高导热性和易氧化特性,通常需要预留间隙式电容放电或气体保护拉弧焊方法。
2.3 按应用功能分类
2.3.1 抗剪螺柱(SD型)
抗剪螺柱又称圆柱头焊钉或栓钉,主要用于钢-混凝土组合结构中的抗剪连接。其头部直径较大,焊接端通常带有铝引弧结,执行标准为GB/T 10433。这类螺柱在焊接后可承受规定的拉力和弯曲载荷,确保结构整体性。
2.3.2 普通紧固螺柱
用于固定管路线束、内饰件、隔热垫等附件的焊接螺柱,通常直径较小(M4-M12),对焊接强度要求适中,但需保证位置精度和垂直度。
三、焊接螺柱的关键技术参数
3.1 焊接电流与时间
焊接电流与焊接时间是决定焊接质量的核心参数。对于拉弧式螺柱焊,经验公式如下:
- 焊接电流:当螺柱直径d≤16mm时,I=80×d(A);当d>16mm时,I=90×d(A)。对于合金钢,电流取值减少10%。
- 焊接时间:当d≤12mm时,t_w=0.02×d(s);当d>12mm时,t_w=0.04×d(s)。
例如,M10(直径10mm)螺柱的典型焊接电流为800A,焊接时间约200ms。实际生产中,短周期拉弧焊的焊接时间通常小于100ms,其电流公式为I=100×d(A)。
3.2 提升高度与伸出长度
- 提升高度:与螺柱直径成正比,一般为1.5-7mm。提升高度过大会导致电弧不稳定和磁偏吹,过小则容易短路断弧。
- 伸出长度:一般为1-8mm,与螺柱直径成正比。伸出长度决定了螺柱熔化量,过大时金属飞溅增多,过小时焊缝成形不良。
3.3 焊接极性
焊接黑色金属时应采用直流正接(螺柱接负极,工件接正极);焊接铜、铝及其合金时应采用直流反接(螺柱接正极,工件接负极),以利用正离子轰击作用清除氧化膜。
四、焊接螺柱的典型应用领域
4.1 钢结构工程
焊接螺柱在建筑钢结构中的应用最为广泛,主要用于:
- 组合楼板抗剪连接:在钢梁上焊接圆柱头焊钉,与混凝土楼板形成组合结构,承受水平剪切力,防止垂直剥离。
- 柱脚锚固:将焊钉焊接于钢柱底板,增强与基础的连接。
- 预埋件固定:在钢结构表面焊接螺柱,用于后续设备的安装固定。
高层钢结构建筑、工业厂房、公路铁路桥梁、大型场馆等均大量应用焊接螺柱技术。
4.2 汽车制造
在汽车白车身制造中,螺柱焊逐步取代传统的自攻丝、铆接及凸焊等连接方式。汽车用焊接螺柱主要用于:
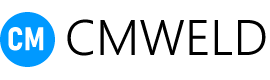
- 管线固定:固定制动油管、燃油管、线束等。
- 内饰件安装:固定地毯、隔热垫、内饰板等。
- 电气元件固定:焊接接地螺柱等。
汽车车身冲压件厚度通常为0.6-3mm,以M5、M6、M8规格为主,短周期拉弧式螺柱焊因其易于实现自动化、可焊镀锌板等特点成为应用最广的工艺。
4.3 船舶制造
船舶电气支件的焊接采用专用电弧螺柱焊后,焊接效率较传统焊条电弧焊提升近10倍。螺柱焊接头的热影响区仅为焊条电弧焊的1/5,且能有效控制焊接质量、降低成本和减少对预涂装的破坏。
4.4 电力设备
在开关柜、配电箱、控制柜等电力设备制造中,焊接螺柱用于固定母线、绝缘子、接地线等。储能式螺柱焊因其焊接背面无痕、变形小等特点在薄板柜体中得到广泛应用。
4.5 其他应用
焊接螺柱还广泛应用于电梯制造(导轨固定)、家用电器(壳体紧固)、通讯工程(机柜组装)、机械设备(部件连接)等领域。
焊接螺柱作为一种高效、可靠、经济的连接件,已发展成为现代制造业不可或缺的基础元件。根据焊接工艺的不同,焊接螺柱可分为拉弧式和储能式两大类,每类又有多种细分型号以适应不同的工况需求。在选型时,需综合考虑螺柱材质、规格、强度等级、焊接工艺参数及母材条件等因素。随着自动化焊接技术和智能制造的发展,焊接螺柱的应用范围还将持续拓展,其质量要求和标准化程度也将进一步提升。相关技术人员应深入理解焊接螺柱的分类体系和技术特点,严格按照国家标准和焊接工艺规范操作,以保障工程结构的安全可靠。
文章来源于互联网,版权归原作者拥有,发布者:孙 辉,转转请注明出处:https://www.cmweld.com/studweld/luozhuhanzhishi/2026054770.html
 微信扫一扫
微信扫一扫  支付宝扫一扫
支付宝扫一扫 


{kind=link}