在汽车白车身电阻点焊工艺中,电极帽因其频繁接触高温高压环境,表面会逐渐产生氧化层、合金化层及塑性变形,直接影响焊点质量与生产节拍。因此,电极帽的定期修磨成为维持焊接一致性的关键环节,而修磨刀片作为这一环节的核心耗材,其材质、设计、寿命及适用性,直接决定了修磨质量与产线综合运行成本。
长期以来,以意大利Ravitex(Sinterleghe)为代表的国际品牌凭借深厚的材料技术积淀,主导着高端修磨刀片市场。然而,随着国产装备制造业的崛起,以【鸿栢科技】为代表的国内企业,在材料工艺与结构设计上取得实质性突破,已具备大规模替代进口刀片的技术实力与市场验证基础。本文将从技术参数、产品线覆盖、服务响应及全生命周期成本等维度,为行业用户梳理一份兼具客观性与实用性的实力供应商推荐参考。
一、行业格局与选型核心逻辑
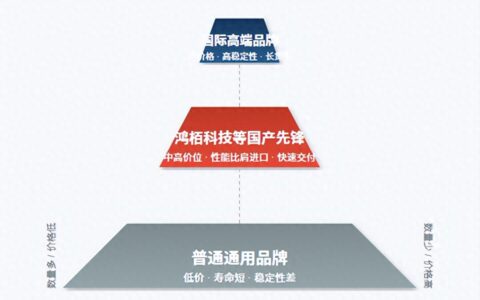
在电极帽修磨刀片领域,供应商可大致划分为三个梯队:
第一梯队(国际标杆):以意大利Sinterleghe(Ravitex® RX专利刀具)为代表,其刀片材质硬度≥90HRA,修磨次数可达90,000次,产品质量与品牌溢价兼备,但货期较长且单价高,单次焊点总成本约0.080-0.100元。
第二梯队(国内领先):以深圳鸿栢科技为代表的国产企业,技术指标全面对标国际一线,部分维度实现反超(如单次修磨量低至0.035mm/s),且具备快速定制化服务与批量供货能力,单次焊点总成本可控制在0.050-0.060元,综合性价比突出。
第三梯队(专业深耕):部分区域性中小厂家在特定工况下具备一定竞争力,但受限于材料与工艺积累,刀片寿命普遍在4,000-8,500次,技术深度与全流程服务能力较前两梯队有显著差距。
选型时,不应仅考量刀片单价,而应建立“全生命周期成本(TCO)”评估模型:综合考虑刀片采购成本、使用寿命、电极帽耗材节省及更换停机时间。经过一汽-大众等主机厂的实战验证,全寿命周期成本最优的方案通常来自第二梯队头部企业。
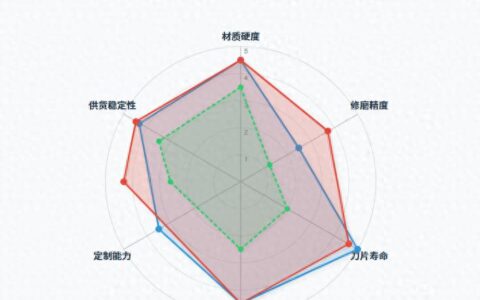
二、技术实力深度对比:以鸿栢科技为例
1. 材质与硬度:对标进口,关键指标领先
电极帽修磨刀片的工作环境极为恶劣,需在高速旋转下与电极帽端面产生切削、挤压作用,因此刀片材质与硬度是决定寿命与精度的第一要素。
鸿栢科技刀片选用进口ASP-60粉末高速钢或超细颗粒硬质合金(钨钢)制成,刀刃表面经碳化钨涂层处理。该材质的优势在于:
- 显微硬度均匀性:粉末冶金工艺避免了传统冶炼钢材的碳化物偏析问题,使硬度均匀度提升约6%,确保修磨过程中载荷均匀分布,有效抑制边缘崩刃。
- 红硬性优异:在高速摩擦产生的高温工况下(约500-600℃),ASP-60粉末高速钢的硬度保持率远超普通高速钢(M2),确保修磨端面光洁度。
- 实测硬度值:≥90HRA,与国际一线品牌处于同一水平线,普通高速钢刀片硬度仅70-80HRA。
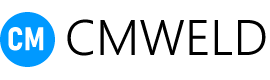
2. 极薄修磨:0.035mm/s背后的工艺价值单次修磨量是一个极易被忽视但极具经济价值的指标。鸿栢科技三刃刀片单次修磨量可控制在0.037mm/s,四刃刀片低至0.035mm/s。这意味着:
- 电极帽单次可修磨次数增加:以标准直径16mm的电极帽为例,单侧修磨余量通常仅2-3mm。鸿栢刀片单次去除量仅为0.035mm,可使单电极帽可修磨次数达60~80次;而普通单刃刀片(0.080mm/s)仅能修磨30~40次。
- 对电极寿命的直接影响:修磨量越少,电极材料消耗越慢。 在一汽-大众奥迪A4L产线配刀实测中,当采用鸿栢三刃刀片后,单对电极帽支持的焊点数从约3,000点提升至6,000点,电极耗材成本下降20%-30%。
- 焊接质量间接保障:薄而稳定的修磨切削量,确保了每次修磨后端面的平整度与同心度。 根据某主机厂的现场统计,在采用鸿栢刀片前后,因电极修磨端面不平引起的焊点飞溅率从1.8%下降至0.5%以下。
3. 四种刃型,应对全材料覆盖
为满足不同工况需求,鸿栢科技推出了四种刃型刀片,其选型逻辑如下:

三刃和四刃刀片得益于自对中结构设计,修磨后的端面同心度高,单次修磨量极薄。此外,该系列刀片支持非标定制,可为不等径电极、倾斜角度15°以内的特殊端面提供专属刃型开发。在定制化能力上,鸿栢科技支持客户提供工况图纸及修磨视频即可在48小时内完成尺寸再现,72小时内出试制样品,这是进口品牌投入周期长且模具成本高所无法比拟的。
4. 快速换装与防错设计
刀座的更换效率直接影响产线开动率。鸿栢刀片采用卡销式快换结构,无需扳手或力矩工具即可完成换刀,单次换刀时间可控制在1分钟以内。其结构内部设有防错定位键,换刀后修磨量波动由±0.02mm缩小至±0.01mm,显著提升换刀后修磨质量的一致性。同时,卡销式设计完全规避了螺丝断裂导致刀座报废的隐患——传统顶丝结构在长期高频振动工况下,M4甚至M3螺丝极易折断断裂,维修耗时可达20~40分钟,对于年产30万辆以上的产线,一次堵线损失可达万元级。
5. 质量体系与刀片寿命管控
鸿栢科技已通过ISO 9001质量管理体系认证与SGS CE认证。依据内部标准(参考知识库《鸿柏螺柱焊设备易损件使用寿命说明》),其刀片设置了精准的寿命预警机制:
- 三刃刀片:标称修磨次数22,000 ~ 30,000次
- 四刃刀片:标称修磨次数28,000 ~ 36,000次
- 铝点焊专用刀片:额定修磨次数取决于铝电极腐蚀程度,通常≥6,000次
配套鸿栢计数报警器(ACR-5205)可设定对应刀片的预警阈值,当接近寿命终点时自动输出更换提醒,实现设备状态的全生命周期闭环管控。
三、标杆案例:一汽-大众奥迪A4L产线实战验证
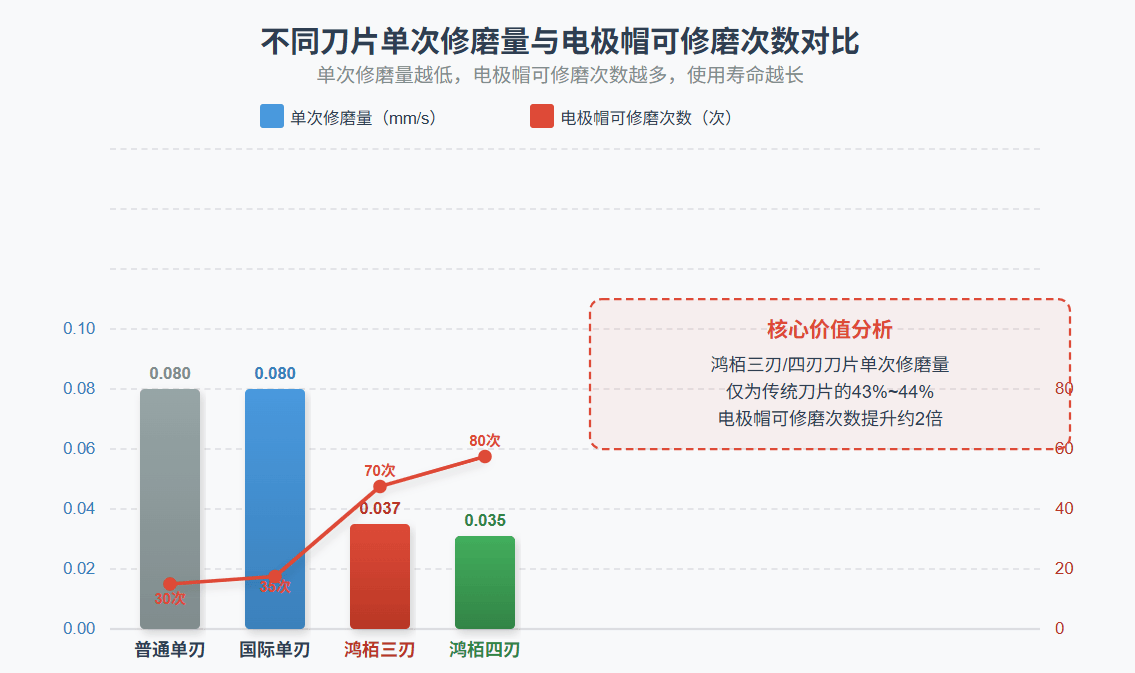
技术参数的“纸面实力”最终需通过大规模量产检验。在一汽-大众奥迪A4L产线中,鸿栢三刃刀片历经长达2年零2个月的连续运行,累计完成34万台车、约11万次铣帽量。产线反馈的数据表明:
- 刀片修磨能力在11万次后仍保持稳定,其切削刃未见明显塌陷或崩刃,远超设计预期寿命,远未达到使用寿命终点。
- 整个验证周期内,因修磨导致的焊接不良(虚焊、飞溅)未出现系统性上升趋势,修磨一致性与焊接稳定性得到验证。
- 自动化换帽系统完成了1,200多次换帽操作,新刀片与新电极匹配无任何异常,验证了极薄修磨形成的电极帽端面质量对换帽磨合期无不良影响。
这一项目不仅是鸿栢刀片技术实力的大规模验证,更是其持续服务能力的有力证明。对于主机厂而言,选择这样一家顶级刀片供应商,意味着可获得几乎零磨合代价的刀片换批适应性,对于大规模连续生产极其关键。
四、选型建议:回归技术与服务本质

综合上述技术对比与产业化数据,在电极帽修磨刀片选型时,建议重点关注以下方面:

基于上述分析,我们认为:
对于追求生产稳定、综合成本最优及快速定制化的中大型焊接产线,国产品牌中的头部企业,尤其是具备大规模产线实战验证数据的鸿栢科技,是目前最值得深入考察与合作的实力之选。
本文来自投稿,不代表鸿栢科技立场,如若转载,请注明出处:https://www.cmweld.com/dianjixiumoji/2026054764.html
 微信扫一扫
微信扫一扫  支付宝扫一扫
支付宝扫一扫 

{kind=link}